淄博金刚石 电镀砂轮图片价格 (多图)
 2025-04-23 08:08:21
2025-04-23 08:08:21
金刚石作为工具的时候要注意什么事项金刚石作为金刚钻的钻头,能够对付许多坚硬的物体。那么金刚石在修整其他东西的时候有什么需要注意的事项呢?开眼时应慢速转动,待孔的深度到达10-15mm以后,再逐渐转入全

金刚石作为工具的时候要注意什么事项
金刚石作为金刚钻的钻头,能够对付许多坚硬的物体金刚石 电镀砂轮。那么金刚石在修整其他东西的时候有什么需要注意的事项呢?
开眼时应慢速转动金刚石电镀,待孔的深度到达10-15mm以后,再逐渐转入全运转。在凿岩过程中,要按孔位设计使钎杆直线前进,并位于孔的中心。
砂布盘、砂纸盘分类与砂卷一样,基体类型、基体重量、磨料、可供粒度、结合剂、植砂密度、产品颜色、应用材料这些属性也是必不可少的;与钢纸砂盘一样,砂布盘、砂纸盘也有紧固方式,另外还有一个除尘孔属性。

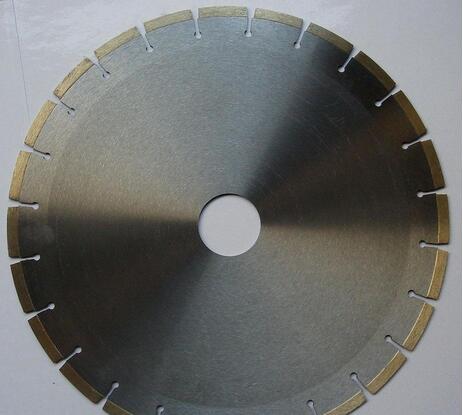
寿命和锋利度:当金刚石浓度由低到高变化时,锯片锋利性和锯切效率逐渐下降金刚石电镀磨轮,而使寿命逐渐延长,但是浓度过高,锯片会变钝。而采用低浓度,效率则提高。
因此,在金刚石锯片的制造过程,要根据不同的切割对象以及使用的机器,合理控制金刚石浓度,从而使金刚石在使用过程得到充分利用。

不锈钢圆锯片的作用特点
1、垂直滑道进刀式金刚石电镀磨针,进刀稳定,刀具寿命长。
2、不锈钢圆锯片采用特殊设计,多组齿轮转动适合重型切削,精度稳定。
3、机台结构坚固,振动小,机器寿命长。
4、冷却液自动循环确保工作切面平滑。
5、适合锯刀钢铁,不锈钢等实心材料厚壁管材及其他异性材料。

超薄分切锯片具有超薄(锯路0.8mm—2.0mm)、超硬、稳定耐用、。同时,切割精度高,切缝整齐,切面光滑,切割噪音小,基体不变形,切割使用寿命长 。超薄锯路,木材利用高,锯屑量少,提升环境保护,性价比高。
人造金刚石锯切工具的要求越来越高
石材行业起步晚、起点高,石材产品直接面向国际市场,为了提高石材的加工效率和加工质量,对于人造金刚石锯切工具的要求越来越高,包括切割效率,工具寿命以及锯切综合成本等。
人造金刚石锯片种类繁多,用途广泛,很难用一个固定的方法进行区分清楚,可以根据锯片的形状、制造工艺、用途和所有的金刚石的品级来进行分类。

圆锯片是常用的锯切工具,直径跨度比较大,厚度范围也广,用途广泛,制造方法多难度大,圆锯片主要有三种:
节块式锯片,包括直接冷压烧结制造的干切片、经热压焊接制造的大理市花岗岩切割片,用途广泛。
连续周边式锯片,一般由冷压、烧结法制造,包括用于于是切割的玉雕锯片、其他用途的干切片和湿切片。
内圆切割片主要用于单晶硅等贵重材料的切割,为了节约贵重材料,要求厚度薄,一般用电镀法来制造。

全粉锯片磨具全部是由工作层组成
全粉锯片磨具全部是由工作层组成的,没有基体,一般规格也比较小,磨具结构比较简单。与普通粉末冶金产品不同的是,锯片锯齿的厚度比较小。所以,压制时的压力降很小,侧压力很低,磨套的壁厚并不太厚。
周边式锯片磨具包括涡轮式磨具和节块是磨具。经过多年的改进,已经非常的合理,也具备操作简便、可靠性强、省时省力和生产的特点。

金刚石工具的冷压工艺
金刚石工具的冷压工艺,在压制时要先调试压机,设定压制的压力,校正剩下压头的平行度,压制时一般需要保压8-10秒。在一定的压力范围内,压力越高越好,因为压力高,压坯密度越大,烧结越容易进行。同时收缩变形也越小,因而质量也越稳定。
锯片压制对于胎体粉末的成形性要求很高,一般要求使用电解法制取的树枝状同分,还原法生产的海绵状钴粉、镍份和铁粉。避免使用雾化球状粉、漩涡研磨粉和机械粉碎粉。
否则,成形困难或压坯的强度极差。锯片胎体粉料一般是几种粉末的混合料,混料时只用少量钢球或干混数个小时即可。若是选用硬质合金球进行尝试间混料,会造成粉末的严重加工硬化,成形性能降低。