金刚石电镀倒角价格厂家_潍坊金刚石电镀磨轮(立即咨询)
 2024-11-21 08:03:16
2024-11-21 08:03:16
金刚石砂轮的新发展烧结型金属结合剂金刚石砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温,导热性耐磨性好,使用寿命长,可承受较大负荷。因金刚石砂轮烧结过程不可避免地存着收

金刚石砂轮的新发展
烧结型金属结合剂金刚石砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温金刚石电镀倒角,导热性耐磨性好金刚石电镀,使用寿命长,可承受较大负荷。

因金刚石砂轮烧结过程不可避免地存着收缩及变形,所以使用前必须对砂轮进行调整,但砂轮修整比较困难。目前生产常用砂轮对滚调整方法不仅修整时费时费力,而且修整过程金刚石颗粒脱落较多,修整砂轮本身消耗很大,调整精度较低。

电镀金刚石软磨轮的应用前景
目前国内的玻璃生产行业进行磨边和抛光,主要是使用刚性砂轮金刚石电镀磨轮,部分也在使用电镀磨轮,缺点显而易见,使用普通砂轮和金刚石砂布的生产效率低,而且寿命也比较短,增加了很多的辅助时间,表面加工精度也受到一定的限制。使用电镀磨轮则容易使玻璃崩边,甚至产生裂纹。将电镀金刚石软磨轮应用在这个领域正好可以解决这些问题金刚石电镀磨针,而且不会增加成本。

宝石加工方面,特别是贵重的宝石加工,需要废品率无限接近0,这是用磨盘或磨轮等刚性加工工具无法达到的,因为宝石的高硬脆性,在用刚性加工工具加工时难免产生刚性碰撞,从而使宝石产生裂纹或肉眼无法看到微裂纹。电镀磨轮属于柔性加工工具,在与工件接触时不会产生刚性碰撞,可以避免废品的产生,同时柔性的面可以增大同时加工的面积,使加工更加的或达到理想的外形。
由于电镀磨轮能适应干磨和湿磨,使得该工具应用于金属表面的磨削变得容易,而不用考虑使用冷却剂。
电镀磨轮:齿轮加工及热后精加工
电镀磨轮:齿轮加工及热后精加工技术 随着近几年齿轮加工技术的发展,齿轮材料、齿轮刀具制造和磨齿砂轮的工艺的改进、齿轮机床在精加工齿轮的精度及加工效率方面都有了很大的提高,速度之快出乎想象。而且齿轮制造的发展方向不仅涉及成熟的欧美市场,还包括以中国为代表的快速发展市场。
传统高速钢滚刀及湿切技术还能走多远?
硬质合金滚刀和干切加工的推动作用有目共睹。对于齿轮流水线大批量生产,高速钢滚刀能否被硬质合金滚刀取替?干切是否已成为滚齿加工的必由之路,还是依然会走湿切之路?
硬质合金滚刀虽然特别适用于滚削汽车用齿轮。但是,硬质合金滚刀在欧洲的应用程度仍然不高,这是由于随着新型的高速钢材料及刀具涂层技术的发展,硬质合金滚刀与高速钢滚刀在滚齿时间上的差距可被控制在15%左右;硬质合金滚刀价格较高,若齿轮工件数量不足够多,使用硬质合金滚刀的成本会很高;
金属冷锯锯切的优点
在金属冷锯锯切的过程中,锯片锯齿锯切工件时产生的热量通过锯齿转移到锯屑上,锯切的工件和锯片保持冷却,所以叫金属冷锯。
优点——工件精度高,没有毛刺,减少下道工序的加工强度,工件不会因为摩擦产生的高温改变材质,操作工人疲劳度低,提供锯切效率,锯切过程没有火花,没有灰尘,没有噪音,环保节能,非常符合21世纪的一个加工需求,为人类的环保,健康做出了巨大贡献。
人造金刚石锯切工具的要求越来越高
石材行业起步晚、起点高,石材产品直接面向国际市场,为了提高石材的加工效率和加工质量,对于人造金刚石锯切工具的要求越来越高,包括切割效率,工具寿命以及锯切综合成本等。
人造金刚石锯片种类繁多,用途广泛,很难用一个固定的方法进行区分清楚,可以根据锯片的形状、制造工艺、用途和所有的金刚石的品级来进行分类。

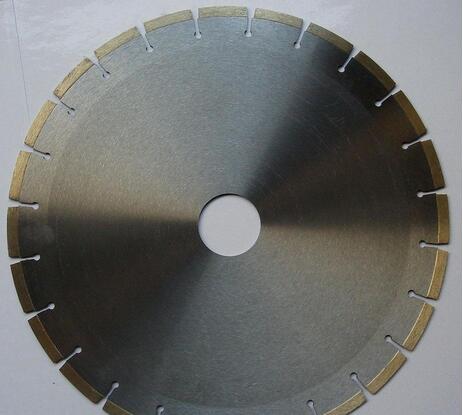
圆锯片是常用的锯切工具,直径跨度比较大,厚度范围也广,用途广泛,制造方法多难度大,圆锯片主要有三种:
节块式锯片,包括直接冷压烧结制造的干切片、经热压焊接制造的大理市花岗岩切割片,用途广泛。
连续周边式锯片,一般由冷压、烧结法制造,包括用于于是切割的玉雕锯片、其他用途的干切片和湿切片。
内圆切割片主要用于单晶硅等贵重材料的切割,为了节约贵重材料,要求厚度薄,一般用电镀法来制造。

金刚石工具烧结工艺
金刚石工具烧结工艺主要是烧结温度和保温时间的确定。根据设备和配方不同,烧结温度和保温时间需要进行调整,烧结温度的确定可以遵循粉末冶金制品的烧结温度确定原则,烧结温度必须低于主要成分的熔点,并使在保温期间胎体发生收缩和致密化。
冷压锯片中的玉雕锯片,湿切片和干切片根据用途不同,其胎体有铜基、铁基、镍基三种类型。