金刚石电镀锉刀_金刚石电镀锉刀单价
 2024-10-31 08:04:09
2024-10-31 08:04:09
金刚石的除杂:磁性杂质:人造金刚石因为含有磁性包裹体(触媒金属),一般都具有磁性,包裹体含量越高,磁性就越强。磁性强的金刚石,不仅杂质多、强度低、耐热性差,而且会对电镀质量产生不良影响,容易形成镍瘤,

金刚石的除杂:
磁性杂质:人造金刚石因为含有磁性包裹体(触媒金属),一般都具有磁性,包裹体含量越高,磁性就越强。磁性强的金刚石,不仅杂质多、强度低、耐热性差,而且会对电镀质量产生不良影响金刚石电镀锉刀,容易形成镍瘤金刚石电镀,因此不易选用。其原因磁性包裹体良好导体,使金刚石颗粒绝缘性变差,出现了微弱的导电性。

金属电镀的基本原理:电镀槽中,将浸在镀液中的被镀件与直流电源负极相连接(组成阴极),将要镀覆的金属与直流电源的正极相连接(组成阳极),镀槽里的镀液中含有镀层金属的离子,接通电源后镀液中的金属离子便在阴极沉积形成镀层。
使用性能:按JB2808-79部标,金刚石分为JR1、JR2、JR、JR44个型号金刚石电镀磨轮。标号越高,硬度越高,质量越好,价格越贵,但并非使用性能就越好。虽然JR4金刚石硬度居手,但锋利度不如JR3金刚石,如果将两者混合使用金刚石电镀磨针,既能保持良好的使用性能,又能降低生产成本。

锯片使用注意事项:
1、由于锯片比较薄,一定要确保压锯片的法兰盘夹持面干净无异物
2、设备主轴的精度越高,亚克力锯片的使用寿命越长。
3、进刀速度是常规锯片的80%以下,大大提高了锯片的使用寿命。
4、润滑液冷却液喷洒量一定要大,且确保喷在锯片上,能使得起到润滑液冷却,防止锯片发热而导致变形报废。
5、确保切割工件压紧不松动,否则容易损坏锯片。
6、当发现锯切的声音异常时,请立刻停止工作。

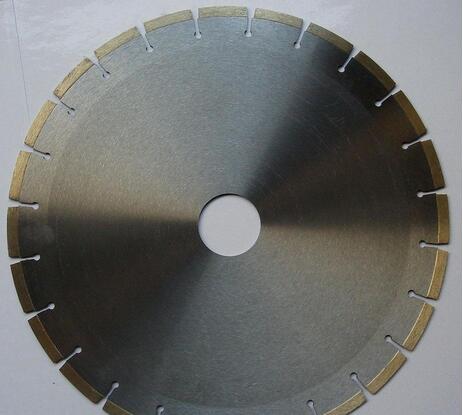
金刚石圆锯片基体
金刚石圆锯片基体外圆齿顶镶焊金刚石节块(刀头)后,即成为金刚石圆锯片,主要用于石材、水泥制品、玻璃、耐火砖等非金属硬脆材料的切割加工。可在单片切机上使用,也可在组合切机上使用。
金刚石圆锯片基体是根据我国锯机、石材等具体情况,在参照国外同类产品特点的基础上设计制造的,具有制造精度高、刚度韧性好、不易变形、热稳定性高、使用寿命长、复焊次数多等特点,是金刚石圆锯片加工和石材厂家理想选择。

焊接基体的注意事项
焊接前应对基体进行清洗,焊接时应注意以下几点:
1、选择与被切割物相匹配的刀头,将刀头平直地焊接在基体齿上,刀头质量影响锯切效率和基体的寿命。
2、焊接工装应能在周围和径向调整刀头,以保证刀头相对基体的端面对称度、圆周方向对称度的焊接精度要求。
3、可采用高频感应电源焊接,选择合适的银焊片,其含银量不低于35%。在焊接过程中严格控制温度和时间,焊接温度一般控制在600℃~800℃之间。在焊接过程中,应避免因各个齿过长时间加热或过高温度焊接造成其感应区过大而相连,引起片体产生异常变形,造成片体无法使用等问题。

4、为了减少基体在正常焊接过程中的变形,提高基体的使用寿命,请采用隔齿焊接或对角焊接工艺。
5、焊接后应在焊架上自然冷却2个小时以上方可取下,然后将锯片垂直悬挂,空气自然冷却,切不可采用急冷的方法(比如用压缩空气直吹或用水冷却焊后锯齿部位,会引起锯齿掉块等现象影响使用)。一般情况焊接后需悬挂10小时以上,投入使用较佳。
6、本基体在使用前应检查锯片的平面度、端面跳动应符合焊接前 基体的平面度、端面跳动要求,片体张力符合使用要求。
人造金刚石锯切工具的要求越来越高
石材行业起步晚、起点高,石材产品直接面向国际市场,为了提高石材的加工效率和加工质量,对于人造金刚石锯切工具的要求越来越高,包括切割效率,工具寿命以及锯切综合成本等。
人造金刚石锯片种类繁多,用途广泛,很难用一个固定的方法进行区分清楚,可以根据锯片的形状、制造工艺、用途和所有的金刚石的品级来进行分类。

圆锯片是常用的锯切工具,直径跨度比较大,厚度范围也广,用途广泛,制造方法多难度大,圆锯片主要有三种:
节块式锯片,包括直接冷压烧结制造的干切片、经热压焊接制造的大理市花岗岩切割片,用途广泛。
连续周边式锯片,一般由冷压、烧结法制造,包括用于于是切割的玉雕锯片、其他用途的干切片和湿切片。
内圆切割片主要用于单晶硅等贵重材料的切割,为了节约贵重材料,要求厚度薄,一般用电镀法来制造。

冷压烧结锯片可向更大直径发展
冷压烧结锯片据说还要向着更大的直径发展,这种冷压烧结锯片分为全粉锯片和周边锯片。周边锯片又分为连续周边式、节块是、长城式、涡轮式等。
这些锯片的中心是钢基体,只在周边压制、烧结上胎体工作层。全粉锯片就是全部由粉末与金刚石混合后压制烧结而成,无钢基体,直径比较小。
金刚石锯片冷压-烧结工艺所需要的设备为:混料机、冷压机、烧结炉和刃机等。